
Welded Cushion Tees & Crosses
Machine Specialty & Manufacturing (MSM) delivers fully integrated fabrication of welded cushion tees and crosses, combining in‑house welding expertise with deep material knowledge in A234WPB, 4130, and compatible pipe and flange grades. This allows customers to source turnkey, weld‑ready assemblies that are engineered for demanding pipeline and oilfield service.
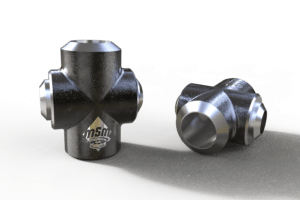
Purpose-built Cushion Tees and Crosses
Cushion tees and crosses from MSM are designed for high-pressure, high-cycling industrial and oilfield environments where reliability is non‑negotiable. Their unique cushioned, solid end geometry helps absorb pressure fluctuations, reduce turbulence, and mitigate stress on surrounding components, extending the life of the system.
- Cushion tees provide a 90‑degree branch with a cushioned outlet that dampens impact from flow changes and solids.
- Cushion crosses create robust junctions at intersecting lines, maintaining structural integrity under multi‑directional loading.
By starting with forged and wrought fittings engineered for strength and fatigue resistance, MSM ensures each cushion tee and cross forms a durable foundation for your welded assembly.


Cushion Tees & Crosses: Material Focus
MSM fabricates cushion tees and crosses primarily from carbon and low‑alloy steels engineered for pressure service, notably A234WPB and 4130. These materials balance weldability, toughness, and mechanical strength, making them ideal for upstream, midstream, and industrial process applications.
- A234WPB provides excellent toughness, consistent performance in a wide range of temperatures, and proven compatibility with ASME B16.9 buttweld fittings.
- 4130 low‑alloy steel offers higher strength and improved hardenability for more severe pressure and load conditions, particularly in oilfield and high‑pressure manifolds.
With in‑house material control and machining, MSM can tailor wall thickness, branch size, and schedule to align A234WPB or 4130 cushion bodies with your specification and design code requirements.
Integrating Welding Pipe Into Bevel Ends: A106 and L80
Beyond standalone fittings, MSM fabricates complete welded cushion tee and cross assemblies by welding pipe directly to the bevel ends. Typical options include seamless A106 line pipe and API L80 casing or tubing, allowing the assembly to be integrated seamlessly into production, gathering, or test lines.
- A106 seamless pipe supports high‑temperature and high‑pressure services common in refineries and process plants.
- L80, an API 5CT grade, delivers controlled mechanical properties and collapse resistance, making it a proven choice in wellhead and production environments.
Performing these welds in‑house helps MSM control fit‑up, alignment, and heat input, providing consistent weld quality and dimensional accuracy from fitting to run pipe.
Welding Flanges and Fittings: A105 and 4130
MSM also fabricates cushion tee and cross assemblies with welded-on flanges or auxiliary fittings in compatible materials such as A105 and 4130. This capability supports custom manifold, header, and test spool configurations that must tie into existing flange ratings and connection standards.
- A105 carbon steel forged flanges provide a robust, pressure-rated interface at the branch or run, enabling easy installation, maintenance, or test connections.
- 4130 fittings and accessories can be integrated where higher strength or sour‑service metallurgy is required, maintaining material continuity across critical joints.
By delivering welded flanges, outlets, and pup pieces as a single package, MSM reduces field welding, saves rig time, and improves overall system integrity.
Welded Cushion Tees & Crosses Manufacturing Process
The manufacturing process for welded cushion tees and crosses follows a controlled, multi-step sequence that takes the part from raw material to fully tested, weld-ready assemblies. While details vary by size and material, the core steps below are typical for carbon and low-alloy steel fittings such as A234 WPB and 4130.
Pipe material selection and preparation
Manufacturing begins with selecting the proper forging or pipe material (for example, carbon steel or low-alloy steel) to meet pressure, temperature, and code requirements. Certified mill test reports are reviewed to confirm chemistry, mechanical properties, and heat numbers for full traceability.
- Bars, billets, or heavy-wall pipe are cut to length according to the finished tee or cross size.
- Ends are faced and edges conditioned to prepare for hot forming or machining.
Hot forming or forging the body
The cushion tee or cross body is typically produced either by hot forming pipe or by forging from solid stock. This creates the main run and branch geometry with adequate wall thickness and fiber flow for strength.
- In hydraulic or press forming, a cut pipe section is heated and then formed in a die so that the branch is pushed out to the required diameter.
- For heavy-wall or specialty alloys, hot extrusion or closed-die forging can be used, followed by rough machining to reach near-net shape.
Creating the cushioned (solid) end
What makes a cushion tee or cross unique is its solid or “cushioned” run end, which absorbs impact and pressure fluctuations. This feature is built into the forging or created by controlled machining.
- One end of the run is left solid during forging, or a solid plug/section is integrated into the body.
- The solid end is then machined to the specified profile and length, ensuring proper flow deflection and structural support.
Machining bevels, bores, and faces
After forming, the fitting moves to machining to achieve precise dimensions and weld-ready surfaces. This ensures compatibility with pipe, flanges, and other fittings.
- Weld ends are machined with standard buttweld bevels (such as ASME B16.25) to support full-penetration welds.
- Bores, branch openings, and end faces are machined to meet tolerances for diameter, wall thickness, and alignment.
Welding assemblies (pipe, flanges, and fittings)
For welded cushion tees and crosses supplied as subassemblies, pipe spools, flanges, or additional fittings are welded directly to the machined bevels. All welding is conducted using qualified procedures for the specific base materials and thicknesses.
- Components are fixtured for accurate alignment and root gap, then welded in controlled passes (root, fill, cap) with appropriate preheat and interpass temperatures.
- When dissimilar materials or high-strength alloys are involved, filler metals and procedures are selected to match strength, toughness, and service conditions.
Heat treatment and stress relief
Depending on material grade, wall thickness, and service specification, the welded cushion tees and crosses may undergo heat treatment. This step refines microstructure and reduces residual stresses from forming and welding.
- Normalizing or quench-and-temper cycles are applied to forged bodies where required by the material specification.
- Postweld heat treatment (PWHT) is used on certain carbon and low-alloy steels to improve toughness and reduce hardness in the heat-affected zone.
Finishing, inspection, and testing of cushioned tees
Finally, fittings and welded assemblies go through finishing and quality checks before release. This confirms that the cushion tee or cross meets dimensional, metallurgical, and pressure requirements.
- Visual, dimensional, and non-destructive examinations (such as MT, UT, or RT) check weld integrity, wall thickness, and surface condition.
- Hydrostatic testing, marking, coating, and documentation are completed so each welded cushion tee or cross ships as a traceable, installation-ready component.
All Cushion Tee & Crosses Welding Performed In-House
All welding on MSM’s cushion tees and crosses—whether to pipe, flanges, or companion fittings—is performed in-house in an API‑certified welding and fabrication facility. This environment supports qualified procedures for carbon and low‑alloy steels, overlay and cladding, and specialty alloy transitions when needed.
- Controlled shop conditions support consistent preheat, interpass temperature, and postweld practices that enhance weld soundness and fatigue resistance.
- Integrated machining, inspection, and hydrotest capabilities ensure every welded cushion tee or cross leaves the facility ready for installation and service.
For operators and EPCs seeking a single source for engineered cushion tees and crosses in A234WPB or 4130—with pipe, flanges, and fittings welded on and ready to drop into the line—MSM provides a complete, in‑house solution that prioritizes reliability, compliance, and project schedule.
Ready to get started?
Our team is ready to deliver a custom quote that meets your needs for welded cushion tees & crosses.